V posledných pár rokoch, t.j. cca roky 2011-2014 sa nielen medzi technickou verejnosťou, ale aj medzi laickou verejnosťou uviedli informácie o 3D tlači a hlavne o menších "domácich" 3D tlačiarňach. Mňa táto téma veľmi zaujala a preto som sa rozhodol naštudovať si problematiku stavby 3D tlačiarne a nejednu znich si svojpomocne postaviť.
Mnohí technickí nadšenci by takúto vecičku mali radi doma. Ja som si po niekoľkých dňoch, resp. skôr týždňoch študovania rôznych návodov a stránok spočítal, že postaviť si vlastnú 3D tlačiareň by nemuselo byť až také moc drahé. V tejto dobe sa KITy 3D tlačiarní pohybujú od 300 dolárov (čo sú však veľmi malé tlačiarne), až do tisícky dolárov, kedy si môžeš postaviť ozaj veľkú a dobrú 3D tlačiareň. Ja som sa samozrejme rozhodol pre možnosť zakúpenia iba tých komponentov, ktoré si sám nedokážem vyrobiť (alebo by to bolo časovo veľmi náročné). Takže som si zistil všetky ceny a takmer všetky komponenty, ktoré som si musel kúpiť vychádzali najlacnejšie na eBay-i. Celková suma ma vychádzala do 300€. Po zvážení som to riskol a na jar v roku 2014 som si všetky komponenty objednal z eBay. Tu však upozorňujem, že pri tých najlacnejších dieloch z eBay a podobných čínskych e-shopoch, hrozí dosť veľké riziko, že si kúpiš nejký nekvalitný komponent a potom budeš mať sním iba samé komplikácie a veľmi veľa stratených hodín pri riešení problémov. Preto každému, kto nemá problém priplatiť nejakú tú stovku Euro, odporúčam zakúpiť si diely u lokálnych predajcov, ktorí majú overené a kvalitné komponenty a nie nejaké šuvixy ako si môžeme veľmi ľahko kúpiť z Číny.
Teraz na začiatku roka 2015 mám funkčnú 3D tlačiareň, ktorá je založená na Open Source projekte RepRap. Ja mám konkrétne model Prusa i3, ktorý navrhol náš český kolega Jozef Prúša. Dávam klobúk dole pred ľuďmi ako je J. Prúša, pretože na vývoj a celkové zlepšovanie komponentov pre 3D tlačiarne nie je jednoduchý a "človek musí mať na to ozaj hlavu". Ja sa s takýmito ľudmi nemôžem ani porovnávať, pretože ja som poskladal už iba to, čo nejeden krát poskladali predo mnou ďalší ľudia a ja som to už iba zopakoval.
Pre začiatok by som rád odkázal na niekoľko užitočných odkazov akými sú:
- výber tlačiarne: http://josefprusa.cz/vyber-3d-tiskarny/
- existujúce varianty/modely 3D tlačiarní: http://reprap.org/wiki/RepRap_Options
- sprievodca kúpou komponentou na Prusa i3: http://www.reprap.org/wiki/Prusa_i3_Buyers_Guide
- manuál na zloženie Prusa i3: http://www.reprap.org/wiki/Prusa_i3_Build_Manual
- prepracovaná (vylepšená) verzia Prusa i3: http://www.reprap.org/wiki/Prusa_i3_Rework_Introduction
- video návody na zloženie Prusa i3 Single Sheet frame: https://www.youtube.com/playlist?list=PLBtHdKi1vKUrYE6EI1GECgd89yDkOVItG
Doplnené v Máji 2016: od času napísania článku som postavil už 3 ks 3D tlačiarne RepRap Prúša i3.
Materiál a komponenty
Rám
Pre začiatočníkov a pre tých, ktorí si chcú postaviť čo najlacnejšiu 3D tlačiareň odporúčam zvoliť si verziu Prúša i3 Box frame.
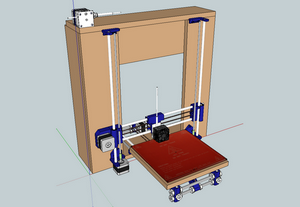
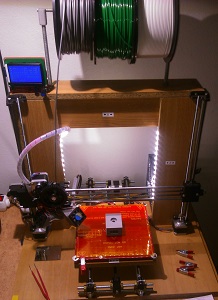
Na predchádzajúcich obrázkoch môžeš vidieť verziu Prusa i3, ktorá má drevený rám, čiže už len na samotnom ráme je možné ušetriť nejaké tie desiatky/stovky Eur.
Ak máš možnosť vyrezať si rám z preglejky alebo z podobne hrubého materiálu, tak odporúčam túto variantu: https://docs.google.com/file/d/0B5KQoskdsdeDNEFpTTY0ZmdSQjg/edit
Ak si chces postaviť tlačiareň, ktorá vyzerá ozaj coool, tak pekný a prehľadný zoznam dielov pre verziu Prúša i3 Single Sheet frame je tu: http://www.reprap.org/wiki/Prusa_i3_Rework_Bill_of_materials . Nejaké fotky z takej krajšej verzie 3D tlačiarne mám na mojich Google fotkách.
Taktiež sa vcelku pekné varianty sú Prúša i3 Wood Sheet frame. Ja som si ako druhú 3D tlačiareň postavil variantu Prúša i3 Gutbond Sheet frame, viď. nasledujúce informácie. Avšak v prípade, že si chceš postaviť Prusa i3 Single Sheet frame, tak určite odporúčam variantu so 6mm hrubým hliníkovým rámom, pretože to je ozaj dostatočne pevný rám, narozdiel od iných menej pevných materiálov akými sú plexisklo alebo kompozitný panel GutBond.
Elektronika
HotEnd
je vlastne taviaca tryska, je to jedna z častí Extrúdera. Existuje je ich niekoľko verzií:
- popis na oficiálnej stránke reprap.org: http://reprap.org/wiki/Hot_End_Comparison
- diskusia na českom fóre reprap.org: http://forums.reprap.org/read.php?328,252245
Avšak ja mám skúsenosti iba s verziou J-Head: http://reprap.org/wiki/J_Head_Nozzle
Takúto tlačovú hlavu som si kúpil na eBay, stačí dať hľadať: J Head Hotend a nájde ti ich veľké množstvo.
Neskôr som zistil, že čínsky predajcovia ponúkajú rôzne veľkosti otvorov a predávajú ich pod nesprávnym označením, čiže veľkosť trysky 0,3 mm nemusí byť naozaj veľkosť trysky 0,3 mm, ale v skutočnosti je to napríklad 0,4 mm. Momentálne mám podozrenie, že som takúto trysku doteraz používal a preto som mal s prvou dobrou tlačou určité komplikácie. Proste cena hovorí za seba a napríklad tlačová hlava V6 od E3D je proste overená kvalita, viď. http://e3d-online.com/E3D-v6 .
Motory
Motory sú veľmi dôležité a výrazne odporúčam zakúpiť si dostatočne výkonný motor. Na 3D tlačiarne sa bežne používajú typy NEMA 17, viacej info tu: http://www.reprap.org/wiki/NEMA_17_Stepper_motor
Ja som kúpil väčšinu motorov na eBay, ale až tieto druhé boli tie vhodné: http://www.ebay.com/itm/121545165721?_trksid=p2059210.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT
Prvé motory s označením 17HS4417 som kúpil za 45€ 5ks na eBay, ale neboli úplne vhodné pre verziu BOX frame (z dreva). Totiž dostatočný krútiaci moment pre ťažký vozík na osi Y (sem a tam) je 50 N/cm a tieto motory 17HS4417 mali krútiaci moment iba 40 N/cm. Spôsobovalo to to, že mi niektoré vrstvy posúvalo do strany alebo hore-dole, viď. sekcia problémy. Príčina toho bola taká, že váha vozíka bola vyššia ako výkon krútiaceho momentu a proste ťažký vozík pretlačil silu motora. To spôsobilo posuv pri tlači. Potom som kúpil korektné motory z ČR: http://reprapobchod.cz/index.php?id_product=40&controller=product&id_lang=1
Motory od reprapobchod.cz sú ozaj korektné a dostatočne výkonné aj pre ťažšie prevedenia konštrukcie rámu. Môžem ich len doporučiť.
Plastové diely
Takže okrem elektroniky je potrebné zakúpiť si aj vytlačené diely. Tie je možné nájsť na viacerých stránkach, ako napr.:
- eBay už od 35 dolárov, ale treba si zvoliť tie správne diely, pretože Prusa i3 verzií a modifikácií je niekoľko ako napr. rôzne hrúbky osí - tyčí, prevedenie a otočenie extrúdera a tak pod.: http://www.ebay.com/sch/i.html?_odkw=prusa+i3+printed%2Fplastic&_sop=15&_from=R40&_osacat=0&_from=R40&_trksid=p2045573.m570.l1313.TR0.TRC0.H0.Xprusa+i3+printed+plastic.TRS0&_nkw=prusa+i3+printed+plastic&_sacat=0
- prípadne môžete kontaktovať priamo mňa, viď. kontakt v ľavej časti stránky.
Extrúder
Extrúder je vlastne niečo ako vtláčač, ktorý tlačí plastovú náplň do taviacej trysky, čiže do HotEndu. Extrúder sa skladá zo spomenutého HotEndu, motora, prevodov a držiaku. Je umiestnený na osi X (z ľava do prava). Viacej info tu: http://reprap.org/wiki/Wade%27s_Geared_Extruder
Celková história vývoju extrúdera je popísaná článku na reprap.org.
Pokračuj na ďalšiu podstránku tohto článku kliknutím na tlačidlo s názvom " Nasl. >> ".
Napájací zdroj
Odporúčaný je 12V 20A (240W). Napr.: hľadanie na eBay.com
Montáž jednotlivých častí 3D tlačiarne
V prípade, že si sa rozhodol pre variantu Prusa i3 Rework, tak môžeš postupovať podľa tohto vcelku vydareného návodu: http://www.reprap.org/wiki/Prusa_i3_Rework_Introduction
Nasledujúce videá, ktoré si môžeš pozrieť nižšie sú moje videá vytvorené počas stavby 3D tlačiarne verzie Prusa i3 Rework.
Postav sám 3D tlačiareň: časť 03 - Skladanie osi Y
Postav sám 3D tlačiareň: časť 04 - Skladanie osi X
Postav sám 3D tlačiareň: časť 05 - Spojenie osi X a Z osi
Postav sám 3D tlačiareň: časť 06 - Montáž motorov Z a Y
Postav sám 3D tlačiareň: časť 07 - montáž motora X osi a zloženie mechanického rámu
Postav sám 3D tlačiareň: časť 08 – Pohon osi X, Y a Z
Postav sám 3D tlačiareň: časť 09 - Zloženie extrúdera a pripojenie Hot-Endu
Postav sám 3D tlačiareň: časť 10 - Zapojenie a montáž elektroniky ku RAMPS
Postav sám 3D tlačiareň: časť 11 - montáž extrúdera na os X
Držiak pre end-stop switch: https://www.thingiverse.com/thing:181468/ ktorý som použil na moju BOX verziu.
Pokračuj na ďalšiu podstránku tohto článku kliknutím na tlačidlo s názvom " Nasl. >> ".
Oživenie
Po kompletnej montáži všetkých komponentov a po dôkladnej kontrole zapojenia elektroniky môžeš pristúpiť k prvému zapojeniu tlačiarne do elektrickej siete 230V.
DOPLNIT POSTUP
Kalibrácia
Pre správnu funkčnosť tlačiarne je potrebné vykonať kalibráciu niektorých komponentov. Asi najzložitejšia je kalibrácia extrúdera, preto sa do nej pustíme ako do prvej. Ako pomôcka môže poslúžiť návod zo stránky Instructables.com.
Kalibrácia extrúdera
- video návod (ENG), kde kalibrácia extrúdera začína od 14tej minúty:
- vzorec pre výpočet hodnoty "extrúder kroky za milimeter" (steps per mm) je nasledovný:
e_steps_per_mm = (motor_steps_per_rev * driver_microstep) * (big_gear_teeth / small_gear_teeth) / (hob_effective_diameter * pi)
čo v preklade znamená:
extrúder kroky za milimeter = ( motor kroky za otáčku * mikrokroky drivera ) * (počet zubov veľkého prevodového kolesa / počet zubov malého prevodového kolesa ) / ( efektívny priemer ozubenej skrutky extrúdera * pi )
- ja som nameral takéto hodnoty pre Wade extrúder s jednoduchým ozubením (viď.obrázky nižšie):
počet zubov veľkého kolesa = 43
počet zubov malého kolesa = 10
- po dosadení to vyzerá nasledovne:
e_steps_per_mm = ( 200 x 16 ) x ( 43 / 10 ) / ( 7 x 3.14159 )
e_steps_per_mm = 3200 x 4,3 / 21,99113
e_steps_per_mm = 625,706
( doplnenú hodnotu 200 a 16 neviem presne vysvetliť )
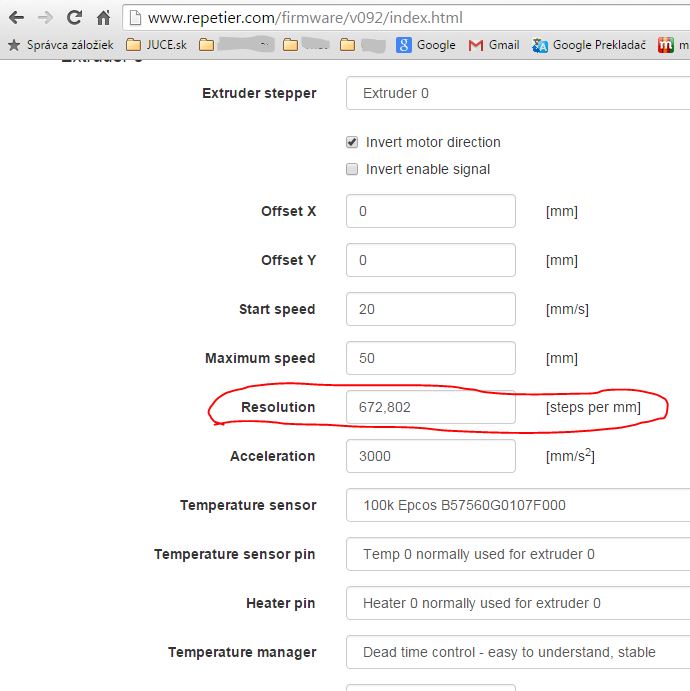
- vypočítanú hodnotu 625,706 dosadíme do Repetier konfigurátora FW do kolonky s názvom Resolution 625,706 [steps per mm], viď.nasled.obr.:
- stiahni a nahraj FW do Arduina;
- alebo cez softvér Repetier Host prípadne Pronterface zašleme príkaz: M92 E672.802 (enter alebo klikni na tlačidlo Odoslať/Send) a následne M500 (uloženie do EEPROM) a aj M501 (načítanie nových údajov z EEPROM) čím sa nám do operačnej pamäte načítajú nové kroky pre motor extrúdera;
- vymontuj Hot-End z extrudera, aby si zbytočne neplýtval s filamentom, t.j. ponechaj Hot-End pripojený na kabeláž, ale zabezpeč aby bol Hot-End vytiahnutý z extrúdera, čiže otvor na spodnej strane extrudera zostane voľný;
- nechaj rozžeraviť Hot-End na teplotu filamentu, ktorý použiješ;
- vlož do extrudera filament (z vrchu, tak ako sa má vkladať);
- naznač si na filamente smerom do hora od vrchnej strany extrúdera 130 mm, t.j. urob si na filamente čiarku;
- ak máš dostatočne nahriatu trysku (pre PLA 200 stupňov), tak daj cez softvér v PC extrudovať 100 mm filamentu (nedá sa totiž extrudovať, ak tryska nemá požadovanú teplotu, je to ochrana proti zničeniu extrúdera, resp. proti zbrúseniu filamentu, kedy ozubená skrutka na ňom vytvorí=vybrúsi priehlbinu a filament už ďalej nemôže byť vtláčaný dovnútra do trysky). Okrem grafického rozhrania softvérov môžeš využiť aj G kódy ;
- po skončení extrudovania (vťahovania filamentu cez extrudér) zmeraj koľko mm ti zostalo od čiary. Čiže ak ti vtiahlo iba 80 mm filamentu, tak si nameral 50 mm k čiare/ku značke na filamente. Alebo ak ti vtiahlo až 110 mm, tak si nameral len 20 mm ku značke;
- teraz použi nižšie uvedený vzorec a znovu vypočítaj hodnotu pre kroky extrudera:
new_e_steps = old_e_steps * (100 / distance_actually_moved) … or, old_e_steps * (100 / (distance_to_mark + 80))
nové kroky extrudera = pôvodné kroky extrudera * ( 100 / vtiahnutá dĺžka filamentu ) alebo pôvodné kroky extrúdera * (100 / ( 130 - nameraná zostávajúca dĺžka filamentu ) )
- v mojom prípade takto:
dal som extrudovať 100 mm,
skutočne extrudovalo = vtiahlo iba 93 mm, čiže do 100 mm mi chýbalo ešte 7 mm vtiahnuť,
625,706 * (100 / 93) = 672,802
- alebo použi predpripravený tabuľkový kalkulátor (Excel), ktorý urobí výpočet automaticky po dosadení požadovaných hodnôt;
- takže novo vypočítanú hodnotu vložím do webového Repetier konfigurátora alebo pošlem do Arduina cez G kódy;
- tieto posledné kroky opakuj, až dosiahneš presnosť pri vťahovaní o hodnotách okolo 96 až 104 mm.
Zdroj: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#E_steps
Uvedené kroky som použil na kalibráciu Wade extrúdera, či už varianta so šípovým ozubením, ktoré je omnoho mohutnejšie a odolnejšie :

alebo varianta s jednoduchým ozubením:

Kalibrácia osi Z - bed leveling
Nastavenie správnej vzdialenosti od tavnej trysky (nozzle) Hot-End-u ku vyhrievanej podložke (HeatedBed) je veľmi dôležité a je to základný úspech pri tlači. Ak je správne nastavená vzdialenosť trysky od vyhrievanej podložky a samozrejme je správne skalibrovaný extrúder, tak je veľká pravdepodobnosť, že tlač bude úspešná.
Ak je Z=0, tak by si mal byť schopný vsunúť kancelársky papier medzi trysku a vyhrievanú podložku. Papier by malo iba mierne zadrhávať.
Pre dosiahnutie rovnakej vzdialenosti na každom mieste vyhrievanej podložky je potrebné nastaviť vyhrievanú podložku do vodorovnej polohy a taktiež aj os X, čiže celý extrudér.
Zdroj: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#Z_height
Nastavenie Slicer
Ďalším veľmi dôležitým parametrom sú nastavenia softvéru. Slicer je názov pre softvéry, ktoré prepočítavajú 3D modely do jednotlivých vrstiev, ktoré tvoja 3D tlačiareň vytlačí.
Stránka pre kalibráciu uvádza, že dobré výsledky sú dosahované ak výška vrstvy ( layer height ) < ako 80% priemeru trysky (nozzle diameter), a hrúbka vytlačenia ( extrusion width ) >= ako priemer trysky ( nozzle diameter ).
Príklad č.1: pri použití trysky veľkosti 0.35 mm je tvoja maximálna výška vrstvy ( layer height ) 0.35 * 0.8 = 0.28 mm a tvoja hrúbka vytlačenia ( extrusion width ) mala by byť 0.4 mm alebo viacej.
Príklad č.2: pri použití trysky veľkosti 0.5 mm môže byť tvoja maximálna výška vrstvy ( layer height ) až do 0.4 mm.
Príklad č.3: pri použití trysky veľkosti 0.25 mm ti tryska dovolí 0.2 mm maximálnu výšku vrstvy ( max layer height ).
Program Slic3r automaticky zvolí šírku vytláčania ( extrusion width ) na základe tvojho priemeru trysky.
Viacej informácií v ENG a aj zdroj pre tento návod: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#Slicer_settings
Nastavenie teploty trysky
zatiaľ nepreložené, originál tu: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#Nozzle_Temperature
Nastavenie teploty vyhrievanej podložky
zatiaľ nepreložené, originál tu: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#Bed_Temperature
Záverečné doladenie tlače E krokov
zatiaľ nepreložené, originál tu: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#E_Steps_Fine_Tuning
Kalibrácia motorov
Dlhú dobu som nevedel pochopiť akým spôsobom mám nastaviť Pololu drivery A4988, čiže korektné napätie resp.skôr prúd do motorov. Poznám tri spôsoby ako drivery nastaviť.
Prvý a úplne jednoduchý spôsob - zrak a sluch (amatérsky spôsob):
Najskôr som objavil pekný článok, v ktorom autor popisoval ako nastaviť Pololu drivery, ale žiaľ ja som mal inú verziu Pololu driverov a tak som nemohol postupovať podľa toho návodu. Motory som nastavil iba jednoduchým spôsobom, ktorý popisujem nižšie.
Nastavenie podľa zvuku a pohybu motora (podľa zraku a sluchu), tak ako to urobil pán na nasledujúcom videu:
Ten Ind tam má mnoho užitočných videí, takže ich odporúčam všetky pozrieť.
Druhý a komplikovaný spôsob - nie úplne presný?!:
Po čase som našiel tento návod: http://reprap.org/wiki/Prusa_i3_Hephestos#Drivers_calibration v ktorom som sa dočítal, že korektný prúd do motorov nastavovali meraním odberu prúdu pri pohybe motora a doladením potenciometra na Pololu drivery.
V ich prípade mali motor NEMA17 s 2,5 A odberom. Z toho sa dá nejak vypočítať (prepáčte, ale som z toho jeleň ako sa niečo takéto počíta) prúd pri behu motora. V ich prípade nastavovali pre každý motor 250 mA. Ja som mal motor s odberom 1,3 A na fázu viď.nasledujúca špecifikácia motora:
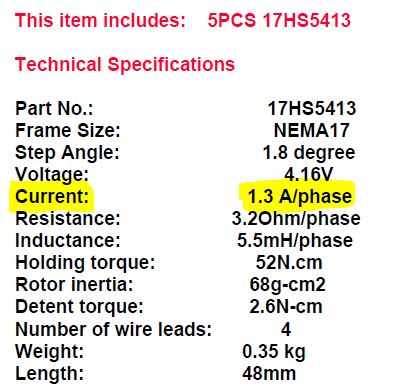
A na základe popisu na stránke RepRapu viem, že mám biopolárny motor, ktorý má dve fázy = dve cievky, takže 1,3 A + 1,3 A = 2,6 A, čo je podobný odber ako mali ľudia z týmu Hephestos. Takže na základe ich návodu mi vychádza to, žeby som mal na môj motor nastaviť 260 mA pri behu motora, čiže by som mal namerať 75 (odber RAMPS) + 260 mA = 335 mA.
Aby som sa však nejak odrazil, tak som najskôr urobil amatérske nastavenie podľa prvého spôsobu. Po tomto jednoduchom nastavení na základe zraku a sluchu som si zmeral prúd a nameral som okolo 130 mA, čo je dosť ďaleko od 335 mA, ktoré som vypočítal. Čiže podľa mňa sú obe metódy použiteľné, ale druhá metóda s presným meraním je určite lepšia. Teda ešte je tu veľka otázka, že či som správne určil, že na jeden motor mám nastaviť 335 mA. Nie su mi úplne jasné niektoré parametre motora, ktoré uvádzajú oni na stránke a ktoré uvádza špecifikácia môjho motora.
Nápomocná môže byť aj táto kalkulačka: http://www.ohmslawcalculator.com/ohms-law-calculator
Veľký problém vzniká v tom, že ak sa do motora púšťa veľký prúd (nadbytočný prúd), tak sa motor prehrieva a môže dojsť k jeho zničeniu, resp.je možné, že niektoré motory majú tepelnú ochranu, takže by sa nemali zničiť, ale skôr sa môžeš o motor popáliť alebo sa roztopí držiak motora.
Tretí a najpresnejší spôsob na základe parametrov a meraní:
V prípade použitia A4988 drivera (16 mikrokrokový) sa na stránkach výrobcu dočítaš, že výpočet napätia, ktoré máš na drivery nastaviť je: Current Limit = VREF × 2.5
Takže ak máš 2A motor, tak napätie na drivery treba nastaviť na úroveň 0,8 V na základe výpočtu: 0,8 x 2,5 = 2 A. Napätie sa nastavuje s malým potenciometrom, ktorý je umiestnený na drivery a zároveň na tomto istom potenciometri sa napätie aj meria voči GND pinu drivera.
Nastavenie mikrokrokov závisí od vloženia jumperov (prepojok) do RAMPS dosky. Sú to PINy pod päticami driverov s označením MS1 MS2 MS3, ktoré v prípade 16 mikrokrokov treba mať vložené všetky tri, viď.informácie na stránke k driverom.
V prípade použitia DRV8825 drivera (32 mikrokrokový) je výpočet: Current Limit = VREF × 2, čiže ak mám 1A motor, tak na potenciometri je potrebné nastaviť napätie 0,5 V, viď. info k driveru. Odporúčam pozrieť si video z tej stránky (žiaľ len po anglicky), ktoré vysvetľuje ako sa napätie nastavuje.
Ak si počas tlače všimneš, že sa ti motory prehrievajú, čiže na motore udržíš prst iba pár sekúnd, tak je potrebné znížiť prúd do motora. Zníženie prúdu vykonáš znížením napätia na potenciometri drivera. Takže ak si nastavoval pre 1 A motor napätie 0.5 V a motor je počas tlače horúci, tak zníž napätie na napr. 0.35 V. Otestuj tlač a ak už motory nie sú horúce tak je to v poriadku.
Problémy
Tu je článok (v ENG) venovaný problémom pri 3D tlači: https://www.simplify3d.com/support/print-quality-troubleshooting/
1. Odlepuje sa ti výtlačok počas tlače?
Pri tlači z PLA sa používa modrá maliarska páska (u nás v SR poznáme hlavne bledožltú, ktorá však nie je odolná v porovnaní s modrou páskou, pretože po zohriati na vysokú teplotu môže na vyhrievanej podložke zanechávať lepidlo. Preto je modrá páska vhodnejšia, kedže je určená do exterieru a tým pádom je odolná voči UV žiareniu a aj teplotám, takže po vytlačení sa ľahšie odlepí od podložky - nezanechá žiadne kúsky lepidla).
Pri tlači z ABS sa používa Kaptonova páska, príp. rôzne metódy s použitím lepidla, ktorým sa natrie vyhrievaná podložka alebo s použitím sprejového laku na vlasy.
Nastavenia tlače
Tento článok zobrazuje užitočné pomôcky, ktoré zobrazujú rôzne typy výplne 3D objektu, počty stien 3D objektu a použitie/nepoužitie podporného materiálu.
Nastavenia slajceru s názvom Slic3er sa nachádzajú: C:\Users\menouzivatela\AppData\Roaming\Slic3r\ (Windows 7, 8 a 10). Jednotlivé .ini súbory stačí premenovať a zmeny sa prejavia aj v Slic3er-y po jeho pätovnom spustení.
Obrázky a videá
Google+ album: https://plus.google.com/photos/+JurajCervenan/albums/6097990571979227761
Môj youtube kanál: https://www.youtube.com/channel/UCsmWv6C8s29JZwMRY2Qkfww
Článok bude priebežne doplnený.
Komentáre vytvorené pomocou CComment' target='_blank'>CComment